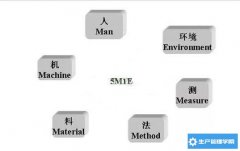
首先我们来了解一下什么是5M1E?
操作人员因素(人)
人的分析:
2)制度是否影响人的工作?
3)是选人的问题吗?
4)是培训不够吗?
5)是技能不对口吗?
6)是人员对公司心猿意马吗?
7)有责任人吗?
8)人会操作机器?人适应环境吗?人明白方法吗?人认识料吗?
(2)对特殊工序应明确规定特殊工序操作、检验人员应具备的专业知识和操作技能,考核合格者持证上岗。
(3)操作人员能严格遵守公司制度和严格按工艺文件操作,对工作和质量认真负责。
(4)检验人员能严格按工艺规程和检验指导书进行检验,做好检验原始记录,并按规定报送。
机器设备因素(机)
1)选型对吗?
2)保养问题吗?
3)给机器的配套对应吗?
4)作机器的人对吗?机器的操作方法对吗?机器放的环境适应吗?
机器设备的管理分三个方面,即使用、点检、保养。使用即根据机器设备的性能及操作要求来培养操作者,使其能够正确操作使用设备进行生产,这是设备管理最基础的内容。
点检指使用前后根据一定标准对设备进行状态及性能的确认,及早发现设备异常,防止设备非预期的使用,这是设备管理的关键。
保养指根据设备特性,按照一定时间间隔对设备进行检修、清洁、上油等,防止设备劣化,延长设备的使用寿命,是设备管理的重要部分。
(2)设备管理办法各项规定均有效实施,有设备台账、设备技能档案、维修检定计划、有相关记录,记录内容完整准确。
(3)生产设备、检验设备、工装工具、计量器具等均符合工艺规程要求,能满足工序能力要求,加工条件若随时间变化能及时采取调整和补偿,保证质量要求。
(4)生产设备、检验设备、工装工具、计量器具等处于完好状态和受控状态。
材料因素(料)
2)型号对吗?
3)有保质期吗?
4)入厂检验了吗?
5)用的符合规范吗?
6)料适应环境吗 ,料与机器配合的了吗,料和其它料会不互相影响?
(2)建立进料检验、入库、保管、标识、发放制度,并认真执行,严格控制质量。
(3)转入本工序的原料或半成品,必须符合技术文件的规定。
(4)所加工出的半成品、成品符合质量要求,有批次或序列号标识。
(5)对不合格品有控制办法,职责分明,能对不合格品有效隔离、标识、记录和处理。
(6)生产物料信息管理有效,质量问题可追溯。
工艺方法的因素(法)
2:看的明白吗?
3:写的明白吗?
4:法适合吗?
5:有法吗?
6:方法是给对应的人吗?方法在这个环境下行吗?
(2)能区分关键工序、特殊工序和一般工序,有效确立工序质量控制点,对工序和控制点能标识清楚。
(3)有正规有效的生产管理办法、质量控制办法和工艺操作文件。
(4)主要工序都有操作规程或作业指导书,操作文件对人员、工装、设备、操作方法、生产环境、过程参数等提出具体的技术要求。特殊工序的工艺规程除明确工艺参数外,还应对工艺参数的控制方法、试样的制取、工作介质、设备和环境条件等作出具体的规定。
(5)工艺文件重要的过程参数和特性值经过工艺评定或工艺验证;特殊工序主要工艺参数的变更,必须经过充分试验验证或专家论证合格后,方可更改文件。精益争霸。
(6)对每个质量控制点规定检查要点、检查方法和接收准则,并规定相关处理办法。
(7)规定并执行工艺文件的编制、评定和审批程序,以保证生产现场所使用文件的正确、完整、统一性,工艺文件处于受控状态,现场能取得现行有效版本的工艺文件。
(8)各项文件能严格执行,记录资料能及时按要求填报。
环境的因素(环)
2、光线、温度、湿度、海拔、污染度考虑了吗?
3、环境是安全的吗?
4、环境是人为的吗?小环境与大坏境能并容吗?
(1)工作场所环境。指各种产品、原材料的摆放,工具、设备的布置和个人5S。
(2)对危险品控制。一是化学物品的堆放,诸如酒精、天那水之类。二是生产过程中产品对六种化学物质的控制(铅、汞、镉、六价络、多溴联苯、多溴二苯醚)
(3)生产环境。指具体生产过程中针对生产条件对温度、湿度、无尘度等要求的控制。
(2)环境因素如温度、湿度、光线等符合生产技术文件要求。
(3)生产环境中有相关安全环保设备和措施,职工健康安全符合法律法规要求。
(4)生产环境保持清洁、整齐、有序,无与生产无关的杂物。可借鉴5S相关要求。
(5)材料、半成品、用具等均定置整齐存放。
(6)相关环境记录能有效填报或取得。
测量的因素(测)
2:工序测量器具配置齐全了吗?性能满足要求吗?定期计量吗?
3:检验策划合理吗?
4:检查人员资质符合吗?
5:交检交验点合理吗?
主要控制措施包括:
(2)定期对所有测量和试验设备进行确认、校准和调整。
(3)规定必要的校准规程。其内容包括设备类型、编号、地点、校验周期、校验方法、验收方法、验收标准,以及发生问题时应采取的措施。
(4)保存校准记录。
(5)发现测量和试验设备未处于校准状态时,立即评定以前的测量和试验结果的有效性,并记入有关文件。
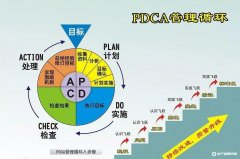
工序标准化对5M1E提出了明确要求,我们应将工序标准化工作纳入工序质量改进的整体计划之中。在制定相关标准化要求基础上,通过工序质量的调查与分析,发现工序标准化各具体要求的执行偏差,进而采取改进措施。通过工序质量改进的持续循环,促进工序标准化的真正实现和持续改进,从而实现工序质量的持续改进。
5M1E的应用
质量改进:5M1E是六个影响产品质量的主要因素,是分析质量问题产生的主要方向;
管理改进:5M1E是现场管理的根本,是提升管理水平的主要方向;
设计方案验证:在设计阶段充分进行5M1E分析和验证,可以使设计方案更符合工作作业要求
解决问题:
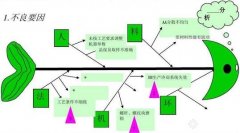
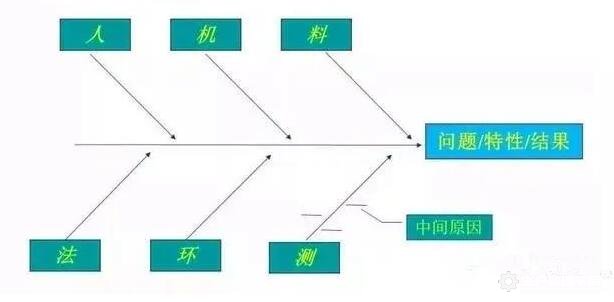
1、鱼骨图/鱼刺图/石川图分析法
2、故障树分析法
3、头脑风暴法
4、5WHY分析法
5、5W2H分析法