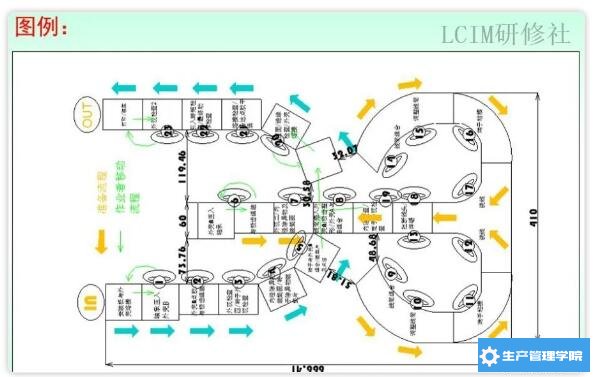
生产一线是现场管理的核心工作,是企业产品质量的重要保障。一条LCIM低成本生产线是如打造的?怎样以最低成本发挥产线的最大生产能力?
①生产机种的工艺流程;
②各工位实际操作人数,生产线总人数(间接、直接);
③日产量、月生产计划、生产稼动时间;
④占地面积;
⑤生产机种及各机种所使用材料名称和单价;
⑥各工位半成品堆积数量;
⑦各工位的工序加工不良率状况;
⑧现状各工位的作业工数。
作业工数的测定方法:
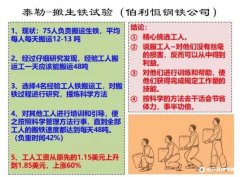
对作业方法的优劣进行评价及设定标准时间时,通过秒表对现有作业时间进行测量、分析的方法。
步骤:
①按照原生产线提供的工艺流程和各工位作业人数作成工数测定表;
②选择测量对象;
③观察作业周期的全过程,将所有操作分解成操作点;
④工时测定,(例):拿部品 – 组装 – 放部品 –拿部品。对每个工位反复进行5次测定;
⑤作成生产线整体的工数测定表,计算出各工位的平均工数和人均工数,并用平衡图表示。
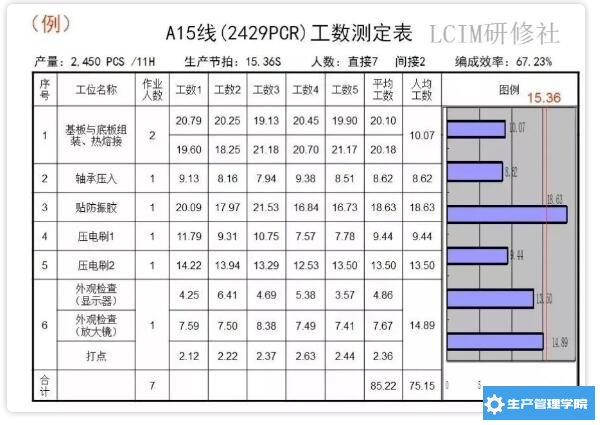

(2)编成效率


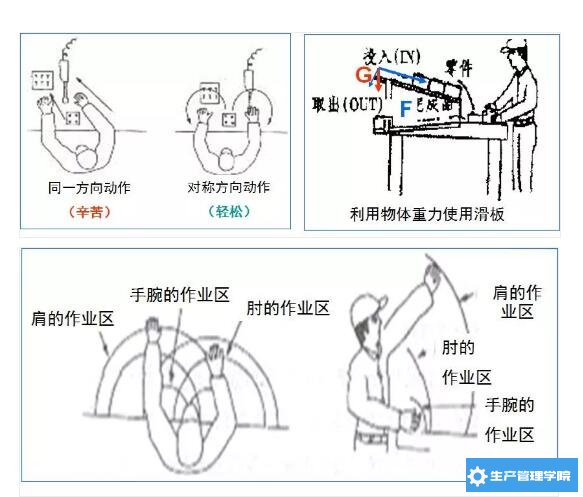
(1)肢体使用原则:
①双手同时使用,同时开始并同时结束动作;
②动作姿势稳定,身体尽可能减少较长时间的重心偏移及起坐动作;
③作业台的高度要适当,便于作业员操作;
④双手同时进行时要左右对称反向进行;(图一)
⑤利用物体惯力;(图二)
⑥身体的动作幅度越小越好,动作时间越短越好(图三)
⑦降低动作注意力;测量时用固定规格及定位等手段,使测量工作减少脑力判断过程;例:胶筒或电批用平衡器悬吊为佳;在计量仪表、器具的显示位置处设备明显标识,使之更加容易辨认或以声、光等信号尽量减少识别的注意力等。
(2)工装夹具设计原则:
①用夹具固定产品;
②使用专用工具;
③合并两种工装为一种;
④提高工具设计便利性减少疲劳等。
(3)作业配置原则:
①材料工装的定点、定容、定量;
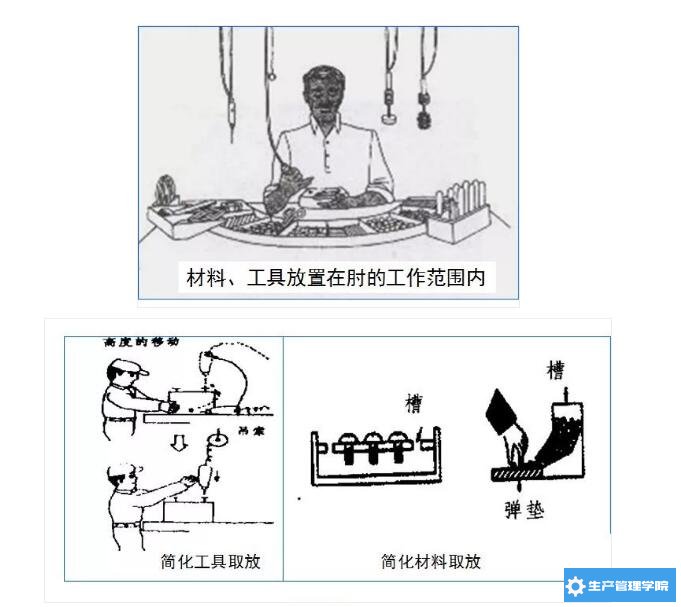
②材料、工具放置在肘的工作范围内;
③简化材料及工装治具的取放动作,对于一些细小的、不便取放的零件采用合适的容器使之方便拿取;
④物品的移动以水平移动为最佳;
⑥满足作业要求的照明。
①单元式生产线:产品应放置在两个工位之间又便于两人取放的位置,并对放置的数量做出规定,一般控制在5个以内。 ②传送带式生产线:在一条流水线上的工位,放置部品的容器放置的数量需一致;调整流水带速度使之与生产节拍一致。
①编成效率、平面布局前后的比较; ②工位合并的依据,设备、治具改善前后的参照; ③革新前后人员、生产效率、占地面积、稼动时间、生产数量、半成品堆积数量及金额等方面进行效果比较,并且计算出经济效益。 ④将编成过程中所做出的改善和调整记入文件中,如:作业指导书、QC工程图和工艺流程图等。