关于搬运的改善:
许多人认为“使用堆高机、用输送带搬运、利用滑槽⋯⋯等。”就是“改善了搬运”,但实际上,这些“只是改善了搬运作业”。
“搬运的改善”,其真正意义是:
“‘搬运的改善’必须是‘尽可能地不要搬运’也就是‘改善布局’”。
布局的改善是“在0搬运的情况下,让物料出去(Out)”。
东海铁工的小沢社长拜访我时,问道:“我的公司是一个冲压工厂,我的工厂的困难是‘多品种少批量的生产’,有什么改善的好方法吗?”
于是,我问道:“你说你的工厂是个冲压工厂,那么冲压的工作是什么?还有什么其他的工作呢?”
接着又说:“冲压的工作其实只做很简单的工作吧,例如:冲孔、弯曲、拉伸三种工作吧,偶尔做压印。”
“你所说的多品种少批量的生产换句话说就是每批很少量且许多种类的产品,但这些工作本质上并不困难。而你认为‘麻烦的事’才是真正的‘麻烦’”。
“实际上你应该问的问题可能是‘孔的大小’、‘弯曲的角度’、‘拉伸的深度’⋯⋯等才是问题吧。或材料的特性、材料的厚度⋯⋯等可能也是问题。所以真正的问题并不是‘产品的种类’而是‘不同的加工性质’”。
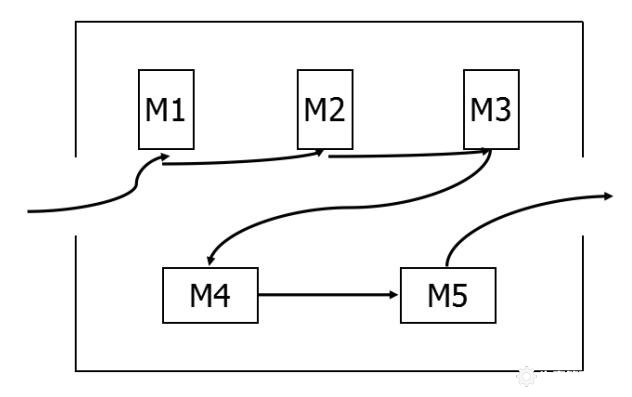
进一步了解了这个工厂的设备的布局图,他们是根据设备的‘种类与能力来做的工艺专业化布局’,在这样的布局下,批量生产时,机械间的搬运不是非常麻烦吗?“若不这样作,根据产品的工艺系列,分别从相同或是类似生产流程的角度,来改善布局,会怎么样呢?”于是立即改善了设备的布局。
“若不这样作,根据产品的工艺系列,分别从相同或是类似生产流程的角度,来改善布局,会怎么样呢?”于是立即改善了设备的布局。
因为某些小零件的种类很多,于是在中央设置了约60cm宽的输送带,在其两侧设置了10台冲压机,通过这条输送带,就可以进行“单件流生产”了。结果,大幅度地减少了搬运时间,并提升了机械的稼动率(Operation ratio)。实际上,和以前的布局比较,“生产效率提升了两倍”。除此之外,半成品减少了,工厂也变得宽敞,同时大幅地减少了生产时间。结果,一举解决了长期延误交期的问题。
如上文所讨论的,第一个原则是“改善布局”,接着才应该思考对无论如何都必须搬运的作业,予以适当的机械化。绝对不可以一开始就在不理想的布局下,将繁杂的搬运作业机械化。
也就是说,必须充分理解的是,“改善搬运”与“改善搬运作业”是完全不同层次的问题。
总之,“搬运的现象”并不是“增加价值的工作”,它只会增加成本。
除此之外,一般在工厂中,“搬运在工序中占了很大的比率,加工=45%、检查=5%、搬运=45%、停滞=5%,则搬运的工时与加工是一样的。”
因此,即使将人工的搬运作业机械化了,那只是简单地“将提高成本的工作,从人工转给机械而已”,损失仍然是损失。
因此我们必须以坚定的态度思考“彻底地消除搬运”。
搬运改善的目标
制造费用的25%—40%用于搬运;
制造过程时间的40%属于搬运和滞留时间;
安全事故的80%是在搬运过程发生的;
搬运使不良品增加了20%。
搬运分析
加工与搬运连为一体,加工的前后必定伴随有“搬运”。
搬运是,将必要的物品,在必要的时候,向生产工序提供必要数量的手段,承担着重要的作用。
但是因为搬运是“不产生附加价值(卖不掉)”的工序,因此有必要首先作为应该消除的事情来考虑。
■搬运分析的定义
以加工对象的搬运距离、搬运数量及搬运方法为对象,分析加工对象在空间放置的合理性,目的在于改进搬运工作,减轻人员劳动强度,提高作业效率。
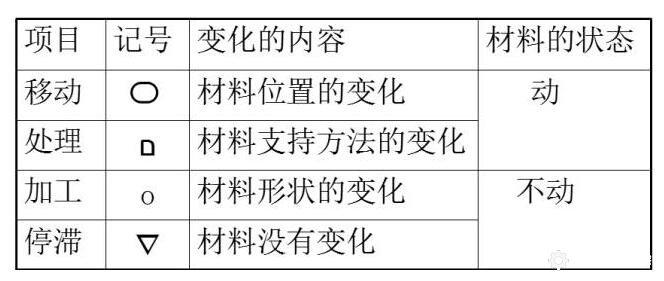

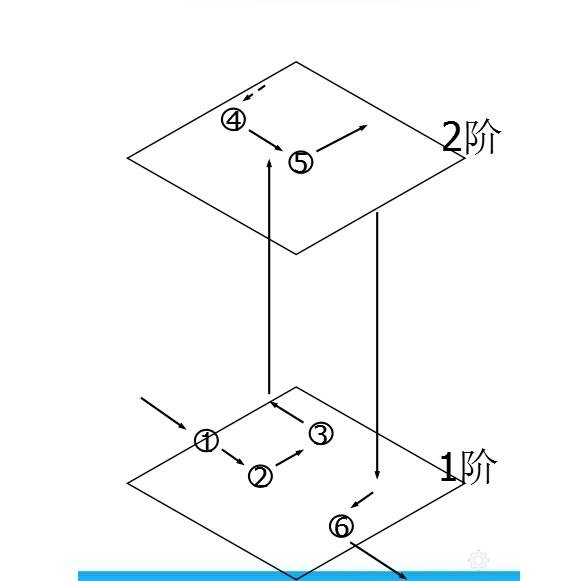
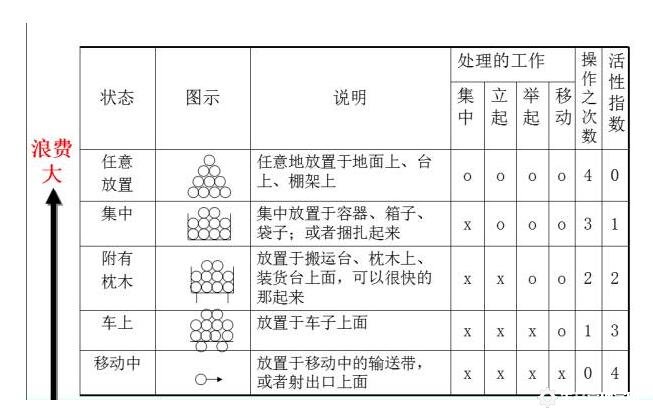
搬运活性指数分析
搬运活性——指物料的存放状态对搬运作业的难易程度
物料的存放状态——散放、装箱、支垫和装车
搬运作业——集中、搬起、升起、运走
搬运活性指数——指搬运某种状态下的物料所需要进行的四项作业中已经不需要进行的作业数目。
表示搬运的活性化程度⇒把搬运数值化
活性指数分析图
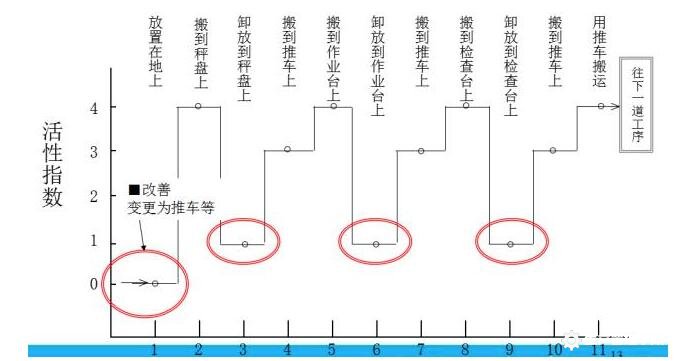
=(0+4+1+3+4+1+3+4+1+3+4)/11 =2.6
搬运分析表
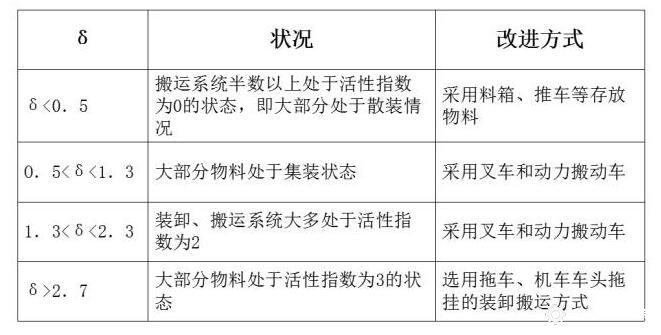
搬运改善
整理整顿;
操作改善;
摆放的方法;
消除无效的搬运;
搬运的舒适化和安全化;
尽量使用自然力和机械进行搬运。
2.搬运的盲点所在
1. 装卸
搬运前的处理/搬运后的处理不被重视
复杂的装卸比搬运更耗时费力
2. 放置状态
以料品放置的「活性系数」表示
越低阶的放置 , 越花搬运人力工时
3. 逆搬运 (Back Tracking )
应尽可能避免
3.搬运的检讨要点
- 距离 → Layout 改善
3. 少人化 → 自动化
4. 时间 → 装卸方法/机械化
5. 省力化
4.搬运注意事项:
搬运通路上不应有障碍物;

消除搬运通路的凹凸不平;

搬运重心在支撑面内,且尽量低;
减少急停和转弯


搬运改善常用方法
1、提高搬运活性
把物品尽量集中
减少再操作


利用重力
利用机械
提高机械移动率

减少通路的逆行和转弯
合理地缩短工作站之间的距离
做好机械设备的布置
消除费力的搬运,减轻搬运疲劳
搬运作业标准化
提高机械移动率